

Le procédé breveté permet le moulage par compression à des pressions plus faibles, ce qui permet d'économiser sur les coûts d'équipement pour la production de panneaux. #adhésifs #hors autoclave #composé de formage de feuilles
Cela peut ressembler à une porte en bois, mais il s'agit en fait d'une réplique en couches de la surface SMC, réalisée à l'aide du nouveau procédé de moulage SMC d'Acell. Ce processus utilise un noyau en mousse phénolique pour créer des portes et autres panneaux de construction grâce à un moulage unique à basse pression. Source : Asell
Cette image montre l'installation de la presse. Notez le rail surélevé visible en haut à gauche qui supporte le système de pulvérisation robotique PiMC pour le revêtement en poudre. Source : Italpresse
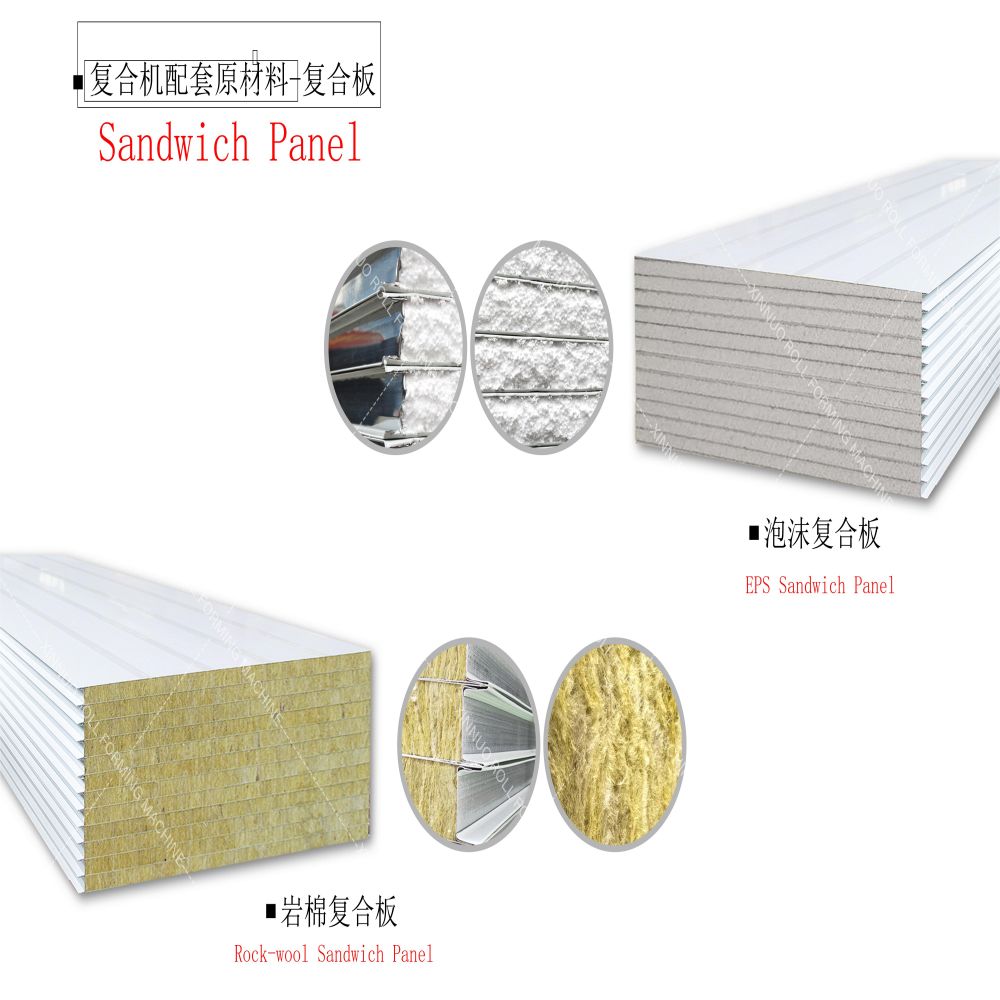
Coupe transversale d'un panneau pressé (sans ossature en bois) montrant comment la résine SMC pénètre dans les cellules ouvertes du noyau en mousse, créant un verrouillage mécanique pour empêcher le délaminage. Source : Asell
Les panneaux Acell sont disponibles dans des centaines de finitions, y compris des motifs en marbre, comme illustré ici. Source : Asell
Étape 1 : Lors de la coulée, un moule en aluminium nickelé est d'abord créé à l'aide d'un maître composite pour recréer la finition de surface souhaitée. Cette face inférieure est un panneau de porte typique. Source : Asell
Étape 2 : Le négatif du composé de moulage chargé en verre (SMC) est placé sur l'outil ; dans un scénario de production, un voile de surface est d'abord appliqué sur le moule pour maintenir une qualité de surface constante. Source : Asell
Étape 3 : Le panneau de porte comprend généralement un cadre en bois, vous permettant de percer des trous de quincaillerie dans la porte ou le panneau fini et de le couper pour l'adapter à votre installation. Source : Asell
Étape 4 : La mousse phénolique brevetée d'Acell (essentiellement feu/fumée/virus) est placée dans la charpente en bois. Source : Asell
Étape 5 : Placez la feuille supérieure de SMC sur le cadre en polystyrène et en bois et formez l'autre peau extérieure du sandwich SMC et polystyrène. Source : Asell
Étape 6 : Comparez le panneau fini avec le formulaire. A noter que la mousse lâche permet de reproduire les contours des panneaux. Source : Asell
« Si vous le construisez, ils viendront » est peut-être un slogan hollywoodien, mais il décrit également la stratégie de progrès que l'industrie des composites emploie parfois : introduire des innovations convaincantes dans l'espoir que le marché évoluera au fil du temps. Adaptez-vous et acceptez-le. La technologie de composé de moulage de feuilles (SMC) d'Acell est l'une de ces innovations. Breveté mondialement en 2008 et introduit aux États-Unis en 2010, ce procédé offre une combinaison de matériau et de procédé pour un moulage sandwich personnalisé haute performance. Le coût d’équipement des panneaux est bien inférieur à celui du moulage par compression conventionnel.
L'inventeur de cette innovation est le groupe italien de technologie chimique Acell (Milan, Italie), qui produit depuis 25 ans un noyau unique en mousse phénolique à cellules ouvertes pour les structures de bâtiments résistantes au feu. Acell souhaitait trouver un marché plus large pour ses produits en mousse et a développé une méthode d'utilisation de la mousse en combinaison avec le SMC pour fabriquer efficacement des portes et autres panneaux destinés au marché du bâtiment. Le partenaire technique Acell Italpresse SpA (Bagnatica, Italie et Punta Gorda, Floride) a conçu et construit une ligne de production complète pour la production de panneaux composites selon des paramètres spécifiés. « Nous croyons en notre modèle commercial consistant à créer des processus et des produits destinés à une utilisation mondiale », a déclaré Michael Free, directeur commercial d'Acell.
Peut-être a-t-il raison. Cela a suscité beaucoup d’intérêt dans l’industrie. En fait, Ashland Performance Materials (Columbus, Ohio) a formé une alliance stratégique avec Acell pour promouvoir cette technologie en Amérique du Nord. Le procédé Acell a également reçu le Composites Excellence Award (ACE) 2011 décerné par l'American Composite Manufacturers Association. (ACMA, Arlington, Virginie) Catégorie Innovation de processus.
Le nouveau procédé de moulage est la cristallisation d'une grande quantité de recherche et de développement de panneaux sandwich. Dave Ortmyer, COO d'Italpresse USA, a expliqué que les conceptions de portes composites existantes sont fabriquées selon un processus en plusieurs étapes et à forte intensité de main d'œuvre qui comprend la fabrication du cadre intérieur, le laminage de la peau SMC, l'assemblage des composants et enfin, la mousse de polyuréthane est coulée à l'intérieur. pour l'isolation thermique. En revanche, le procédé d'Acell produit un panneau de porte équivalent en une seule étape et à un coût initial nettement inférieur. « Un moule de revêtement de porte SMC traditionnel peut coûter jusqu'à 300 000 $ », a déclaré Ortmyer. "Notre processus peut vous donner une porte finie en une seule fois, le coût des outils sera de 20 000 $ à 25 000 $."
Les matériaux jouent un rôle clé dans le processus. Contrairement à la plupart des mousses phénoliques, qui sont douces, cassantes et fragiles (comme la mousse verte des fleuristes utilisée pour les compositions florales), la mousse Acell est une combinaison d'ingrédients exclusifs pour créer une mousse structurelle plus solide. m3 (5 à 50 lb/pi3). La mousse possède des propriétés d'isolation thermique, de résistance au feu, à la fumée et à la toxicité (FST) et des propriétés d'absorption acoustique. Il est également disponible dans une variété de tailles de cellules, a déclaré Free. Le SMC chargé en verre utilisé dans les panneaux de porte est fabriqué par Acell, a-t-il déclaré. Étant donné que le SMC est sujet au dégazage pendant le moulage, explique Ortmeier, la mousse agit comme un matériau respirant, permettant au gaz de s'échapper du moule par les trous.
Cependant, le problème clé est l’accessibilité. Ortmeier a déclaré que les partenaires espèrent fournir des outils rentables aux petits producteurs ou à ceux qui fabriquent plusieurs produits dans un court délai. Dans le moulage par compression SMC typique, les outils sont encombrants et coûteux, dit-il, non seulement parce que les pièces sont volumineuses, mais aussi parce qu'elles doivent résister à l'usure causée par le mouvement et le flux des nombreuses « charges » SMC alignées. dans le moule. . sous une pression appliquée nécessairement élevée.
Étant donné que la mousse Acell, plus structurelle, reste « cassante » (déformable) sous pression, la pression de pressage normale l'écrasera complètement, la pression de moulage doit donc être relativement faible. Par conséquent, le procédé Acell utilise uniquement une fine couche de SMC sur la peau. Il ne bouge pas et ne coule pas latéralement, il n'y a donc aucun risque d'usure sur la surface de l'outil. En fait, la résine SMC ne s'écoule que dans la direction z : le processus est conçu pour fournir suffisamment de chaleur dans le moule pour liquéfier la matrice SMC, provoquant l'infiltration d'une partie de la résine dans les cellules de mousse adjacentes lorsqu'elle s'effrite légèrement sous la pression.
"Pendant le cycle de moulage, la coque SMC est essentiellement fixée mécaniquement et chimiquement dans la mousse", explique Frey, et affirme que "le délaminage de la coque est impossible". autre Outil trop puissant. Le coût de deux inserts en fonte mince (haut et bas) avec le détail de surface requis ne représente qu'une fraction du coût requis pour produire un outil SMC en acier ou en aluminium usiné. Le résultat, selon les partenaires, est un processus abordable offrant un large éventail de transactions à un coût de capital nominal.
Cependant, l’abordabilité et l’abordabilité n’excluent pas l’adaptabilité. Un certain nombre de tests ont été effectués dans lesquels des matériaux tissés étaient inclus dans le stratifié. Ils sont simplement intégrés à la couche intermédiaire, augmentant ainsi la résistance à la flexion des panneaux. Selon Free, des tissus en aramide tissés, des nids d'abeilles métalliques et même des inserts pultrudés peuvent être intégrés dans des panneaux sandwich et pressés pendant le traitement pour une résistance accrue aux explosions, une protection contre le vol et bien plus encore. « Nous voulons que les fabricants comprennent que ce processus est très flexible et adaptable », a-t-il expliqué. « Il peut produire des panneaux épais ou minces sur mesure à faible coût sans traitement supplémentaire tel que le collage ou la fixation. »
L'installation de traitement, conçue par Italpresse spécifiquement pour Acell, se compose d'une presse à course descendante de 120 tonnes avec des plaques chauffées pour placer les moules des panneaux. Le plateau inférieur est conçu pour entrer et sortir automatiquement de la presse, et Ortmeier indique qu'il est possible d'ajouter un deuxième plateau inférieur chauffé du côté opposé de la machine pour le poser sur un moule pendant qu'un autre est dans la presse à l'aide de Layup. gare. Les dalles mesurent 2,6 m/8,5 pi x 1,3 m/4,2 pi pour les applications « standards » telles que les portes décoratives, mais les dalles peuvent être fabriquées sur mesure pour s'adapter à des projets spécifiques. Il convient de noter qu'il est également possible de modifier les configurations de presse existantes pour les adapter au procédé Acell, à condition que la pression puisse être contrôlée (via des butées de filière) pour éviter une surcompression.
Les moules sont fabriqués individuellement pour chaque projet de panneau et peuvent être fabriqués selon des méthodes de moulage traditionnelles. Pour obtenir une surface de moule haute définition qui imite les matériaux naturels tels que le bois ou la pierre, des panneaux en fibre de verre/polyester sont posés directement sur le matériau de votre choix afin de créer des motifs principaux pour les outils supérieurs et inférieurs. Les deux maîtres modèles sont envoyés à la fonderie, où les outils sont coulés en alliage aluminium-nickel. L'outil relativement fin chauffe rapidement et peut être soulevé et déplacé par deux opérateurs lorsqu'il est inactif. D'autres options d'outils sont disponibles, mais les techniques de moulage produisent des outils à un coût raisonnable et généralement d'une épaisseur de 0,75″ à 1″ (20 à 25 mm).
Lors de la production, le moule est préparé selon l'état de surface souhaité du panneau. Une variété de revêtements et de finitions de moulage sont disponibles, a expliqué Free, y compris le revêtement en poudre de moulage (PiMC), une poudre pigmentée pulvérisable largement utilisée qui fond et réagit avec le SMC pour former un revêtement résistant aux UV et aux rayures. Couleur de la surface du panneau. D'autres options incluent le versement de sable coloré ou naturel sur le moule pour simuler la pierre, ou l'application d'un voile imprimé qui peut ajouter de la texture et du motif. Ensuite, le filament de surface est posé sur le moule, puis la couche de SMC chargé de verre est découpée en forme de maille et posée à plat sur le moule préparé.
Un morceau de mousse Acell de 1″/26 mm d'épaisseur (également découpé en forme de maille) a ensuite été placé sur le SMC. La deuxième couche de SMC est appliquée sur la mousse avec le deuxième film pour faciliter la libération des pièces et fournir un conduit pour les substances volatiles émises par le SMC. La matrice inférieure, qui est placée au-dessus du plateau chauffé, est ensuite introduite mécaniquement ou manuellement dans la presse où une température de processus de 130°C à 150°C (266°F à 302°F) est atteinte. Abaissez le moule supérieur sur la pile, en laissant un petit espace d'air entre les moules, et appuyez sur la couche intermédiaire avec une force de 5 kg/cm2 (71 psi) pendant environ cinq minutes pour former un panneau solide comme à l'étape 6. Pendant le cycle d'emboutissage, les billes glissent et la pièce est retirée.
Pour créer un panneau de porte typique, le processus a été modifié en ajoutant un cadre en bois sandwich autour du bord de la pièce (étape 3) et en installant de la mousse à l'intérieur du cadre. Le bois bordé permet de couper les portes à des dimensions précises et les charnières et ferrures de montage peuvent être facilement installées, explique Fritsch.
Alors que la plupart des portes composites traditionnelles sont désormais fabriquées en Asie, Ortmayer affirme que le procédé Acell « permet une production « locale » sur terre en raison de son coût inférieur. C'est un moyen de créer des emplois dans le secteur manufacturier à un coût en capital raisonnable. Il y a actuellement sept titulaires de licence en Europe qui utilisent le procédé Acell pour fabriquer des portes et d'autres produits de panneaux, et l'intérêt aux États-Unis a augmenté rapidement depuis qu'il a reçu un prix ACMA en 2011, dit Free, qui espère en voir davantage dans les composants de construction extérieurs. Souvent utilisé par exemple comme panneaux de bardage (voir photo), ce procédé est excellent en termes d'isolation thermique, de résistance aux UV et de résistance aux chocs.
Un autre avantage est que les panneaux Acell sont 100 % recyclables : jusqu'à 20 % du matériau recyclé est réutilisé dans la production de mousse. "Nous avons créé un processus de moulage SMC économique et écologique", a déclaré Free. Mike Wallenhorst a déclaré que l'alliance stratégique avec Ashland devrait faire connaître la technologie plus largement. Directeur de la gestion des produits chez Ashland. "C'est une technologie impressionnante qui mérite un public plus large."
Les États-Unis semblent prêts à investir massivement dans les infrastructures. L’industrie des composites peut-elle gérer cela ?
Les panneaux composites ignifuges apportent structure, étanchéité à l'air et façades emblématiques aux bâtiments pionniers de Dubaï.
Le concept de bâtiment modulaire a poussé la construction composite encore plus loin, offrant une large gamme de solutions de logement abordables pour tous les types de constructeurs.
Heure de publication : 01 septembre 2023